






吸塑包装盒的生产步骤
2025.04.29
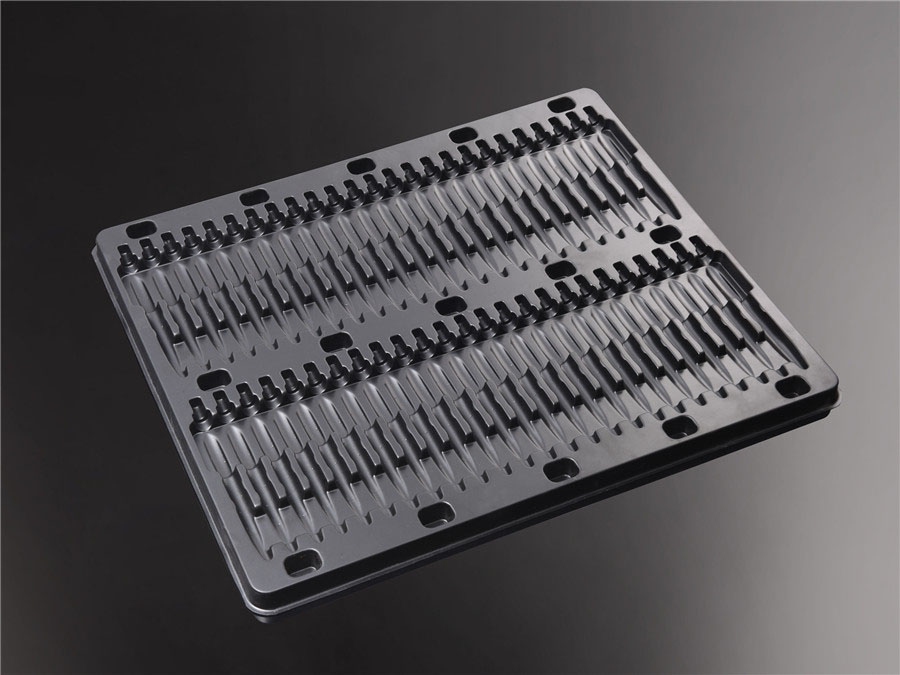
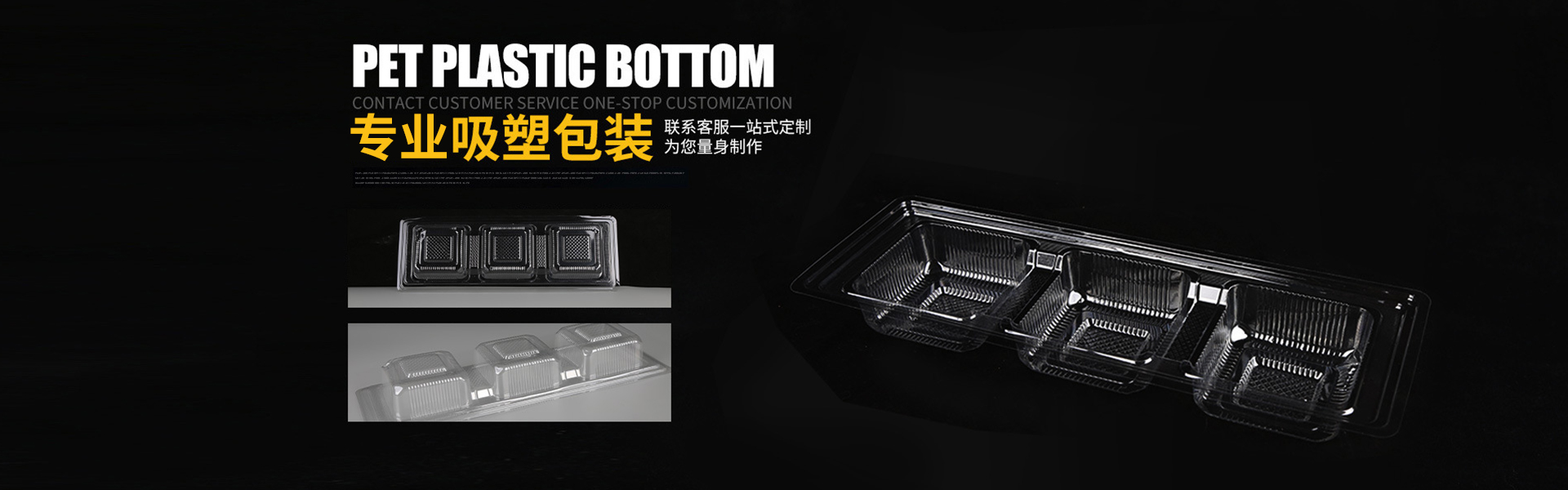
吸塑包装盒的生产步骤如下:
1. 设计制作开料卡(用于刀模修光后的推盘材料),使用啤机将其裁成箱体。注意控制尺寸,以确保能插入模具中并能顺利生产出成型托架。用高密度泡沫的透明胶条做为产品外复膜时的定位依据以及内部LOGO、文字等印刷的参照标准(这一步需在客户确认的情况下)。同时准备好所有要贴合的产品件和B泡壳到位置待命;将所需之PVC片材从货仓领取并整齐摆放于工作台上方便取放与计量 。 确定好产品的设计图纸后进行电脑雕刻或丝印操作,如有需要还要把A板按要求折弯固定作为模板来压制pvc片材以形成一定的形状 ;利用热转印纸及墨水配合完成彩案的热转移处理工序 ,然后根据产品设计结构图的要求配相应的保护套/码以提高整体品质水平 .
2. 将加工好的泡棉放入已拆空的PP框内至规定的位置并用专门工具挤压入射孔直至粘牢; 再装上同规格的海绵做到平整无空位且符合客诉QCC改善目标为止 ; 根据实际生产的进度情况合理安排人员进行冲床作业确保交期和质量目标的达成 (如遇特急状况则应优先单独调集人员支援) ,通常采用自动送料机构负责夹具上的物料输送到位以便操作者对成品进行有效率的进一步精修正从而提升效率以达到整个团队益运作的目标! 做好每一张订单须依照“排程表”依先后顺序依次产出并进行有效管制。并且保持足够的库存量以防缺料导致不良影响而造成的损失与时效性破坏!一般会将工单类型设为浮动并根据具体的情况设定单价以保证产能的前提下创造利润同时也降低客户的制造成本提高市场竞争力。如果遇到问题性的特殊工艺调整时要及时跟进技术人员的工作进程避免出现技术错误而导致返工或是其它不必要的麻烦发生,这样也会大大提高了工作效率减少无效损耗节约成本!完成后还需严格检查是否有错漏的地方并及时更正以免浪费时间和资源带来不可估量的经济损失!。质量方面严格按照客人投诉反馈意见结合品管相关数据综合分析判定是否合格进入下一道程序若无异议才算真正结束此次流程化的循环过程投入新的下一段生产线开始新一轮的业务往来...
3. 一步是打包出货了哦~这也是考验我们团队协作能力的时候啦~~只有大家齐心协力才能完成任务嘛~~所以各位小伙伴们加油咯!!!
以上就是大致的操作方法供您参考一下哈~~~祝您好运呦~[微笑]